
Punto gote me kokriza diamanti te ngjitura D-44507
L 5,850.00
Punto gote me kokriza diamanti te ngjitura D-44507
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-44513
L 5,950.00
Punto gote me kokriza diamanti te ngjitura D-44513
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-44535
L 7,480.00
Punto gote me kokriza diamanti te ngjitura D-44535
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-44557
L 9,100.00
Punto gote me kokriza diamanti te ngjitura D-44557
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-44585
L 10,600.00
Punto gote me kokriza diamanti te ngjitura D-44585
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-44600
L 11,150.00
Punto gote me kokriza diamanti te ngjitura D-44600
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-44638
L 13,200.00
Punto gote me kokriza diamanti te ngjitura D-44638
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-44650
L 13,900.00
Punto gote me kokriza diamanti te ngjitura D-44650
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-61070
L 2,350.00
Punto gote me kokriza diamanti te ngjitura
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-61086
L 2,800.00
Punto gote me kokriza diamanti te ngjitura
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-61092
L 3,430.00
Punto gote me kokriza diamanti te ngjitura D-61092
Shtoje në shportë
Punto gote me kokriza diamanti te ngjitura D-61101
L 3,650.00
Punto gote me kokriza diamanti te ngjitura D-61101
Shtoje në shportë

Punto metali HSS makita paketim 10 copesh
PUNTO PËR METAL HSS, ME BOSHT TË RRUMBULLAKËT
Puntot shpuese për tokë të përshtatshme për metale ferrore dhe joferrore, duke ofruar shpejtësi të mira shpuese dhe zgjasin jetëgjatësinë.Mund të gjenden në 1,5 - 13 mm ne amballazhim tek ose ne pako me shume cope.





Punto metali MAKITA HSS-G
PUNTOT HSS-G ( CILËSI E LARTË) PËR METAL, BOSHT TË SHESHTË
Puntot shpuese cilsore HSS-G përprofesionist. Këndi i pikës 130° -pika e ndajres sipas DIN 1412C. E përshtatshme për çelik,aliazh i derdhur dhe çelik i paalizuar deri në <950 N/mm2 fuqi elastike, metalet joferrore, çelik i pandryshkshëm dhe alumin.
 për metal, bosht të sheshtë")



Punto per trapan magnet MAKITA WELDON
PUNTOT PER TRAPAN MAGNETIK, BOSHTI WELDON 19 MM.
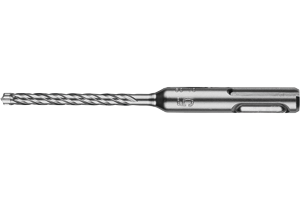
Punto sds plus Nemesis II me 4 koka
PUNTOT SHPUESE SDS-PLUS NEMESIS II
Shpuarja tashmë nuk është aplikacion kuturu, shufrat përforcuese nuk paraqesin pengesë për puntot Nemesis II. Poashtu janë të përkryera për përdorim në gurin më të fortë natyror.Gjeometria e saj unike asimetrike e kokës siguron shpuarje të vrimave të përpikta ose sakta.E përsosur për shtrëngimet ankoruese dhe kur kërkohet shpuarje e shpejtë. Nemesis II do të shpon deri në 50 % më shumë vrima se sa puntot normale të trapanit rrotullues.






Punto SDS-MAX me 4 koka MAK4
PUNTOT SHPUESE SDS-MAX MAK4
Puntot Premium SDS-MAX me kokë dinamike me 4-prerëse.Gjeometri simetrike e kokës me maje qendërzuese për rezultate të optimizuara në rast të ndeshjes me përforcim.Mbështjellje e shkurtuara të spirales dhe kanale me formë konike të pluhurit për largimin shumë të shpejtë të materialit në hullizën e dyfishtë me vëllim të lartë

Punto tubore HSS-BI-metal MAKITA
SHARRAT TUBORE HSS-BI-METAL
Sharrat Kurror HSS-Bi-Metal kanë një dizajnë me dhëmbë të ndryshëm dhe rekomandohen për prerje të çelikut, aluminit, bakrit,tunxhit, drurit dhe plastikës. Poashtu mund të gjendet në pajisjet e hidraulikut dhe elektricistit me madhësi shumë të njohura. Vrimat e qasëshme me heks., (3 mandrina të nofullës) dhe boshtet e puntove SDS-Plus.




PUNTOT E DRURIT ME 3 MAJE, BOSHT CILINDRIK MAKITA
PUNTOT E DRURIT ME 3 MAJE, BOSHT CILINDRIK
Këto punta janë të shkëlqyeshme kur zbatohen në dru të fortë ose të butë.Ata kanë një shasi të lustruar prej çeliku me pikë përqendruese.


PUNTOT HSS-TIN MAKITA PËR METAL, BOSHT 1/4
PUNTOT HSS-TIN PËR METAL, BOSHT 1/4
Të mbështjellura me nitrit titanipër jetëgjatësi më të madhe. ¼” bisht heksagonal i përshtatshëm përsistemet për ndërrimin e shpejtë të mandrinës dhe marrësve heks.Diametrat prej 3 - 13 mm.



PX-L3 Gershere krasitje BAHCO
L 6,000.00
Gershere e zhvilluar sipas procesit shkencor ERGO™
Madhësia e kokës prerëse e përshtatur për detyrën që do të kryhet
Prirjet vertikale dhe anësore të kokës prerëse lejojnë krasitjen me dore të drejtë
Procesi i bluarjes
Doreza PX prej materiali kompozit me gome te bute ne pjesen e siperme
Forma dhe madhësia e dorezave të përshtatura me madhësinë e dorës
E disponueshme në tre madhësi: S (i vogël), M (mesatar) dhe L (i madh)
Të gjitha kokat prerëse përshtaten me të gjitha dorezat
Versioni i majtë PX-M2-L
Rehati maksimale me përpjekje minimale për shkak të dizajnit ergonomik
Më pak lodhje dhe shqetësim falë prirjeve të kokës prerëse
Rehati e shtuar falë dorezave në formë rrjedhëse të veshura me elastomer
Fërkimi dhe ngjitja e reduktuar për shkak të faqes së brendshme të zbrazët të tehut
Tehu qëndron i mprehtë më gjatë për shkak të operacioneve të bluarjes së përdorur







Shtoje në shportë

Q-IN-ONE Vaj shume perdorimsh Q20
Q-In-One është një lubrifikant i teknologjisë së lartë me qëllim të përgjithshëm për të gjitha përdorimet shtëpiake dhe ato të veçanta industriale. Ideale për makina qepëse dhe prerëse elektrike të flokëve.
Lexoni më tepër
Q20 Lubrifikant shume perdorimsh
Q20, ilaçi kryesor kundër lagështisë për mbrojtjen dhe largimin e lagështisë nga sistemet e ndezjes së në makina, kamionë, motorë, motorë detarë dhe motorë elektrikë. Q20 kapërcen dhe parandalon fillimin dhe ngecjen kokëfortë në klimat e lagështa dhe reshjet e mëdha të shiut. Fuqia unike depërtuese e Q20 e bën atë ideal si një agjent çlirimi dhe lubrifikant i lehtë për përdorim në shtëpi, garazh dhe punëtori. Q20 është pa silikon.
Lexoni më tepër

Q4 Pastrues industrial frenash
L 1,000.00
Q4 është një agjent pastrues pa aceton me veti depërtuese intensive për pjesët e makinës me vaj dhe me yndyrë. Ideale për riparime industriale dhe montime Pastruesi i frenave Q4 përmban një përzierje të veçantë të tretësve të degrezimit për pastrimin e pjesëve të sistemit të frenave dhe tufave pa nevojën e çmontimit. Isshtë i sigurt për t’u përdorur në të gjithë Disqet, Pads, Këpucët, Kalipersit, Kabllot, pjesët e tufës dhe përbërësit e sistemit të frenimit dhe nuk do të dëmtojë aparatet e frenimit të frenave të diskut. Ideale për heqjen e papastërtisë dhe zhurmës së zinxhirit Lubrifikant dhe ndarjes së motorit.
Shtoje në shportë

QBRICK SYSTEM ONE 200 BASIC Valixhe profesionale
L 5,500.00
ONE 200 është një kuti mjetesh e gjithanshme, modulare e cila ndërthur karakteristikat e një ene të mesme me Organizer. Me ndarës të rregullueshëm dhe 6 kontejnerë të lëvizshëm secili përdorues mund të krijojë kombinimin optimal për nevojat e tij. Çdo kuti mjetesh është e pajisur me vulë fleksibël, e cila siguron mbrojtje të plotë nga pluhuri dhe uji.
Kapaku në versionin Basic është i pajisur me një fole funksionale për tu prerë dhe një masë. Kapaku dhe trupi i përforcuar siguron kapacitet të lartë ngarkese (50 kg) dhe mund të përballojë presionin deri në 120 kg, duke ju dhënë mundësinë për të krijuar platforma të rehatshme të punës.

Shtoje në shportë

QBRICK SYSTEM ONE 200 PROFI Valixhe profesionale
L 6,500.00
ONE 200 është një kuti mjetesh e gjithanshme, modulare e cila ndërthur karakteristikat e një kutie mjetesh të mesme me Organizer. Me ndarës të rregullueshëm dhe 6 kontejnerë të lëvizshëm, secili përdorues mund të krijojë kombinimin optimal për nevojat tuaja. Çdo kuti është e pajisur me vulë fleksibël, e cila siguron mbrojtje të plotë kundër pluhurit dhe ujit.
Mbulesa në versionin Profi është e pajisur me dy organizatorë të mëdhenj me ndarje të lëvizshme dhe mbulesa transparente prej polikarbonatit. Kapaku dhe trupi i përforcuar siguron kapacitet të lartë ngarkese (50 kg) dhe mund të përballojë presionin deri në 120 kg, duke ju dhënë mundësinë të krijoni platforma të rehatshme pune
Shtoje në shportë

Qbrick System ONE 350 2.0 Profi RED Ultra HD Custom
L 11,000.00
ONE 350 është një kuti e madhe veglash me një kapacitet prej 38 litrash. Falë kësaj, ai është në gjendje të akomodojë vegla elektrike me përmasa të mëdha dhe vegla dore. Çdo kuti është e pajisur me një vulë fleksibël që siguron mbrojtje të plotë kundër hyrjes së pluhurit dhe ujit (IP66).
Ai është i pajisur me dy ndarje të rregullueshme - një ndarje e rregullt dhe një ndarje tjetër Multi, e cila, falë mbajtësve të diferencuar për veglat e dorës, ju lejon të ruani lehtësisht rendin brenda kutisë. Ndarja e lëvizshme Multi mund të përdoret si një mbajtës veglash i pavarur. Kapaku Profi në standardin e tij përmban dy organizatorë të mëdhenj me ndarës të lëvizshëm dhe rrëshqitës me ndikim polikarbonat. Struktura e përforcuar e kapakut dhe e trupit garanton kapacitet të lartë ngarkese (50 kg) dhe përballon presionin deri në 120 kg, duke bërë të mundur krijimin e platformave komode të punës.
RED ULTRA HD është një edicion special i produkteve Qbrick System ONE i bërë nga plastika ultra e qëndrueshme që karakterizohet nga rezistencë e jashtëzakonshme ndaj dëmtimeve mekanike. Testet e kryera të ndikimit konfirmojnë qëndrueshmërinë e tij të jashtëzakonshme, gjithashtu në kushte nën 0 ° C.
Versioni 2.0 Custom është një gjeneratë e re kuti mjetesh dhe organizatorësh me një dizajn të përforcuar. Insertet me fileto të montuara në trupa në madhësinë M8 japin mundësinë e çdo personalizimi të sistemit për nevojat e përdoruesit.
Shtoje në shportë

QBRICK SYSTEM ONE 350 BASIC Valixhe profesionale
L 7,300.00
ONE 350 është një kuti me mjete të mëdha me kapacitet 38 l. Isshtë në gjendje të akomodojë një vëllim të madh të veglave elektrike dhe mjeteve të dorës. Dy ndarës të rregullueshëm ju lejojnë të mbani rendin brenda kutisë. Secila kuti me vegla është e pajisur me vulë fleksibël, e cila siguron mbrojtje të plotë kundër pluhurit dhe ujit.
Kapaku në versionin Basic është i pajisur me një fole funksionale për tu prerë dhe një masë. Kapaku dhe trupi i përforcuar siguron kapacitet të lartë ngarkese (50 kg) dhe mund të përballojë presionin deri në 120 kg, duke ju dhënë mundësinë të krijoni një platformë të rehatshme pune.
Shtoje në shportë

QBRICK SYSTEM ONE 350 PROFI Valixhe profesionale
L 8,300.00
ONE 350 është një kuti e madhe me mjete 38 litra. Kjo i lejon asaj të akomodojë një madhësi të madhe të veglave elektrike dhe mjeteve të dorës. Dy ndarës të rregullueshëm ju lejojnë të mbani rendin brenda kutisë. Çdo kuti është e pajisur me vulë fleksibël, e cila siguron mbrojtje të plotë kundër pluhurit dhe ujit.
Mbulesa në versionin Profi është e pajisur me dy organizatorë të mëdhenj me ndarje të lëvizshme dhe mbulesa transparente prej polikarbonatit. Kapaku dhe trupi i përforcuar siguron kapacitet të lartë ngarkese (50 kg) dhe mund të përballojë presionin deri në 120 kg, duke ju dhënë mundësinë për të krijuar platforma të rehatshme të punës.
Shtoje në shportë

Qbrick System ONE Cart BASIC SET Valixhe karroce
L 27,500.00
Qbrick System ONE garanton mbrojtje të plotë të mjeteve tuaja!
IP66_icon_upped
Pas kryerjes së testeve të specializuara në një ofrues të akredituar të çertifikimit, u zbulua se të gjitha kutitë e mbyllura të mjeteve nga linja QBRICK SYSTEM ONE (modelet: 200, 350, 450 dhe Shporta) sigurojnë mbrojtje të klasit të lartë kundër depërtimit të ujit dhe pluhurit në nivelin IP 66.
Në praktikë, certifikata IP 66 nënkupton 100% mbrojtje nga pluhuri dhe mbrojtje nga një rrymë shumë e fortë uji (100 l / min) e derdhur në kutitë e veglave nga çdo anë.
Falë IP 66 ju mund të mbroni në mënyrë shumë efektive mjetet tuaja edhe në kushtet më të vështira të punës. Për më tepër, pastrimi i kutive tuaja të mjeteve, p.sh. me një larës presioni, do të jetë aq i lehtë sa është i sigurt.
Shtoje në shportë

Qbrick System ONE Cart Profi SET Valixhe karroce
L 29,500.00
Qbrick System ONE garanton mbrojtje të plotë të mjeteve tuaja!
IP66_icon_upped
Pas kryerjes së testeve të specializuara në një ofrues të akredituar të çertifikimit, u zbulua se të gjitha kutitë e mbyllura të mjeteve nga linja QBRICK SYSTEM ONE (modelet: 200, 350, 450 dhe Shporta) sigurojnë mbrojtje të klasit të lartë kundër depërtimit të ujit dhe pluhurit në nivelin IP 66.
Në praktikë, certifikata IP 66 nënkupton 100% mbrojtje nga pluhuri dhe mbrojtje nga një rrymë shumë e fortë uji (100 l / min) e derdhur në kutitë e veglave nga çdo anë.
Falë IP 66 ju mund të mbroni në mënyrë shumë efektive mjetet tuaja edhe në kushtet më të vështira të punës. Për më tepër, pastrimi i kutive tuaja të mjeteve, p.sh. me një larës presioni, do të jetë aq i lehtë sa është i sigurt.
Shtoje në shportë

QBRICK SYSTEM ONE CART Valixhe transportuese me rrota QBRICK
L 10,500.00
Një kuti e madhe veglash mbi rrota për lëvizshmëri të shkëlqyeshme të sistemeve modulare Qbrick. Dy rrota të veshura me gome të montuara në një bosht metalik lejojnë transport të sigurt të grupeve edhe komplekse. Doreza teleskopike, e cila anon së bashku me hapjen e kutisë së veglave, siguron qasje të përshtatshme në brendësi të kutisë së veglave. Çdo kuti mjetesh është e pajisur me vulë fleksibël, e cila siguron mbrojtje të plotë nga pluhuri dhe uji.
Kapaku është i pajisur me një fole funksionale për tu prerë dhe një masë. Kapaku dhe trupi i përforcuar siguron kapacitet të lartë ngarkese (50 kg) dhe mund të përballojë presionin deri në 120 kg, duke ju dhënë mundësinë të krijoni një platformë të rehatshme pune.
Shtoje në shportë

QBRICK SYSTEM ONE LONGER BASIC VALIXHE E MADHE ME RROTA
L 10,500.00
Kutia e mjeteve lëvizëse ju lejon të mbani mjete të gjata si çekanë, mulli këndi ose miksera për të çimentuar së bashku me pajisjet e nevojshme shtesë.
Përmasat mbi standarde e bëjnë atë një produkt unik në kategorinë e tij.
Shtoje në shportë

QBRICK SYSTEM ONE LONGER TECHNIK VALIXHE E MADHE ME RROTA
L 12,000.00
Kutia e mjeteve lëvizëse ju lejon të mbani mjete të gjata si çekanë, mulli këndi ose miksera për të çimentuar së bashku me pajisjet e nevojshme shtesë. Përmasat mbi standarde e bëjnë atë një produkt unik në kategorinë e tij.
Technik është versioni më i përparuar i Qbrick, i pajisur me shina inovative për montimin e aluminit që lejojnë përdorimin e kapësave klasikë të vidave të zdrukthtarisë. Falë tyre, kutitë e Qbrick System Technik mund të përdoren si tavolina pune, të nevojshme për zvogëlimin, ngjitjen ose mbajtjen precize.
Shtoje në shportë

QBRICK SYSTEM ONE ORGANIZER L valixhe me ndarje te vogla
L 4,800.00
Qbrick System ONE Organizer L është një model i mesëm nga familja e organizatorëve modular ONE që mund të kombinohet në shumë mënyra të ndryshme. Organizer L ka një sistem të Patentuar Easy Access, i cili falë lidhjeve speciale lejon qasje të lehtë në secilin prej moduleve pa pasur nevojë të shkëputni ato, gjë që rrit ndjeshëm ergonominë e punës.
Si standard, Organizer L është i pajisur me 12 kosha për pajisje më të vogla. Për më tepër, përmbajtja e organizatorit mbrohet nga depërtimi i ujit dhe pluhurit përmes një copë litari fleksibël të montuar në mbulesën e polikarbonatit.
Shtoje në shportë

QBRICK SYSTEM ONE ORGANIZER M valixhe me ndarje te vogla
L 2,700.00
Qbrick System ONE Organizer M është modeli më i vogël në linjën modulare ONE të organizatorëve që mund të kombinohet në shumë konfigurime. Organizer M ka një Sistem të Lehtë të Patentuar të patentuar, i cili falë lidhjeve speciale lejon qasje të lehtë në secilin prej moduleve pa pasur nevojë të shkëputni ato, gjë që rrit ndjeshëm ergonominë e punës.
Si standard, Organizer M është i pajisur me 6 kosha për pajisje më të vogla. Për më tepër, përmbajtja e organizatorit mbrohet nga depërtimi i ujit dhe pluhurit përmes një copë litari fleksibël të montuar në mbulesën e polikarbonatit.
Shtoje në shportë

QBRICK SYSTEM ONE ORGANIZER XL valixhe me ndarje te vogla
L 7,200.00
Qbrick System ONE Organizer XL është modeli më i madh në familjen e organizatorëve modularë që mund të kombinohen me njëri-tjetrin, por edhe me të gjitha modulet nga linja ONE.
Organizer XL është i pajisur me 12 kontejnerë në dy madhësi universale, dhe përmbajtja e tyre mbrohet nga hyrja e ujit dhe pluhurit përmes vulës fleksibël.
Më shumë mbi këtë tekst burimorTeksti burimor kërkohet për informacione shtesë për përkthimin
Dërgo reagimet
Panelet anësore
Shtoje në shportë

Qbrick System PRIME SET 2 Set me 3 valixhe transportuese
L 25,000.00
Kuti mjetesh mobile dhe modulare me dizajn të përforcuar dhe kapacitet të madh – 37 l. Rrotat e mëdha të montuara në një bosht metalik dhe një dorezë e dyfishtë teleskopike e bërë nga alumini i anodizuar dëshmojnë lëvizshmërinë e shkëlqyer edhe të grupeve të gjera PRIME.
Kutia është e pajisur me një tabaka, guarnicioni fleksibël (IP66) dhe kapak Vario, i cili jep mundësinë e kombinimit me modulet nga linja PRO (Vegla, Kutia Teknike 2.0, Kutia e Veglave 2.0, Sirtari 2,3 2.0 Toolbox, 500, Kutia 130 2.0, Organizatorët 100, 200 dhe 300).
Dizajni i përforcuar i Carta PRIME e lejon atë të transportojë deri në 100 kg mjete.
Shtoje në shportë

QBRICK SYSTEM PRO 500 BASIC Valixhe profesionale
L 2,800.00
Qbrick System PRO 500 Basic është një kombinim i veçorive më të mira në klasën e tij: copë litari elastike (i papërshkueshëm nga uji dhe i papërshkueshëm nga pluhuri), udhëzues prerëse në mbulesë, mbërthese poliamide dhe lidhësa anësorë, dorezë e rehatshme dhe sirtar i thellë.
Falë lidhjeve të ngurta anësore poliamide PRO 500 Basic mund të kombinohen me një karrocë ONE, duke krijuar grupe të mëdha, universale dhe të dobishme për bartjen e mjeteve të ndryshme
Shtoje në shportë

QBRICK SYSTEM PRO 600 BASIC Valixhe profesionale
L 3,500.00
Qbrick System PRO 600 Basic është një kombinim i veçorive më të mira në klasën e tij: copë litari elastike (i papërshkueshëm nga uji dhe i papërshkueshëm nga pluhuri), udhëzues prerëse në mbulesë, mbërthese poliamide dhe lidhësa anësorë, dorezë e rehatshme dhe sirtar i thellë.
Falë lidhjeve të ngurta anësore poliamide PRO 600 Basic mund të kombinohen me një karrocë ONE, duke krijuar grupe të mëdha, universale dhe të dobishme për bartjen e mjeteve të ndryshme
Shtoje në shportë